Overview
In this case, the brewery produced two batches of the same low-alcohol beer style using the same recipe, raw materials, and fermentation protocol. The intention was to consistently produce a beer in the 1.5–2.0% ABV range, with stable flavour, body, and mouthfeel.
Both batches were brewed from the same wort design, but Beer-o-Meter analysis revealed small but relevant differences in fermentable sugar composition, especially in maltose and maltotriose. These small variations resulted in measurable differences in alcohol formation.
From a business and product perspective, the brewery wanted to Build a Reliable Low-ABV Brand Product with the same taste every batch, same ABV and build trust from consumers and distributors. This is critical for good retail listing, health-conscious segment and in case of contract brewing where people prefer certainty of quality. This case demonstrates how fermentable sugar profiling supports reproducible low-ABV brewing. Both batches represent the same product:
Low-Alcohol Session Pale Ale (1.5–2.0%) with a flavour profile characterized by:
- Light malt sweetness
- Soft biscuit / cracker notes
- Rounded mouthfeel
- Balanced bitterness
- Clean fermentation character
- No harsh alcohol perception
Beer was described as:
“Tastes like beer, drinks like water.”
What the Brewer Was Trying to Achieve
- Produce a flagship low-alcohol beer
- Maintain ABV within a narrow window (±0.2%)
- Preserve:
- Body
- Malt character
- Balance
Ultimate goal was to ensure consistency across batches to provide consumer with reproducible experience, thus control over fermentation and ensuring its predictability and reproducibility were key to success. The goal here was not experimentation, it was reliable repetition. The brewery focused on sugar pool engineering rather than post-processing alcohol removal.
1. Wort Design
- Controlled mash temperature (often slightly higher: 66–69 °C)
- Limited beta-amylase activity
- Reduced formation of highly fermentable sugars
- Stable dextrin and maltotriose background
2. Fermentation Management
- Standardised pitching rate
- Oxygenation was not controlled as the brewery does not have set up for this, however to reduce variability wort was purged with oxygen for a fixed amount of time.
- Fixed fermentation temperature
- Fixed fermentation duration
3. Yeast Selection
- Requirements for yeast selection:
- Complete glucose uptake
- Reliable maltose fermentation
- Limited maltotriose utilisation
Why the Two Batches Differed Slightly
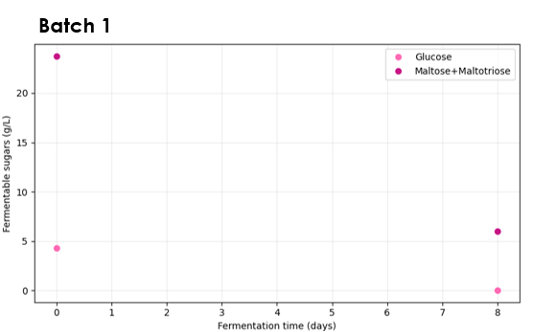
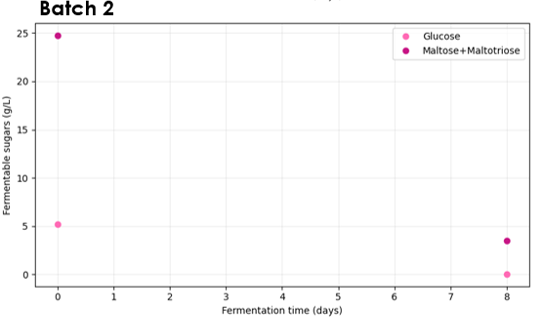
Despite identical targets, Beer-o-Meter revealed:
| Parameter | Batch 1 | Batch 2 |
| Initial maltose+maltotriose | 23.8 g/L | 24.8 g/L |
| Final maltose+maltotriose | 6.0 g/L | 3.5 g/L |
| ABV | ~1.5% | ~1.8% |
Possible origin of Variations
- Differences in mash where small pH and temperature drifts there reported post analysis
- Lautering efficiency variation
- Yeast vitality differences
None of these are “errors” rather they are normal in craft-scale brewing and without sugar profiling, these variations remain invisible.
Role of Beer-o-Meter in Reproducibility
- Detect Variations Early
Before fermentation even finished, the brewer could see:
- If maltose pool was too high
- If ABV exceeding target value risk was increasing
- Adjust in Real Time
Based on sugar data, the brewer could:
- Shorten fermentation
- Lower fermentation temperature
- Crash earlier
- Blend if needed
- Improve Next Batch
Data feedback allows:
- Mash schedule fine-tuning
- Better enzyme control
- More stable wort composition
Typical characteristics of yeast used for the fermentation:
| Property | Value |
| Glucose uptake | High |
| Maltose uptake | High |
| Maltotriose uptake | Moderate |
| Ester profile | Low–moderate |
This yeast ensures good flavour development at low ABV.
Core Message for Brewers
This case shows that in low-ABV brewing, small sugar differences equal big ABV differences and that means that reproducibility is created in the mash tun, not in the fermenter.
With Beer-o-Meter, brewers gained here:
- Early warning system
- Batch comparison capability
- Process optimisation loop
- Reduced risk of variability between batches
Case 2 — Non-Alcoholic Fermentation with Cross-Contamination
Overview
This was a monitored fermentation intended to remain non-alcoholic.
Initial conditions required low glucose levels, high maltose and maltotriose levels and most importantly, use of maltose-negative yeast strain for fermentation. During fermentation glucose was consumed but as well maltose began decreasing unexpectedly due to undesired cross-contamination with maltose-positive yeast. Therefore brewery stopped fermentation and pasteurised beer when beer reach 0.2% ABV.
Beer type that was brewed can be characterized as Non-Alcoholic Pale Lager with a flavour profile:
- Malty sweetness
- Fresh bread crust
- Low bitterness
- Mild fruity notes (from glucose fermentation)
- Full mouthfeel due to high residual maltose
With this beer thebrewery aimed to enter non-alcoholic segment while preserving their craft identity. This case perfectly illustrates why fermentable sugar profiling is critical for non-alcoholic beers and how early detection of issues prevents over-alcoholization.
What the Brewer Was Trying to Achieve
- Produce beer below 0.5% ABV
- Maintain:
- Malt backbone
- Body
- Original beer flavour
- Avoid:
- Wort-like sweetness
- Excessive alcohol formation
This is brewery applied a controlled biological limitation strategy, not dealcoholization.
Technical Strategy:
- Use maltose-negative yeast
- Allow glucose-only fermentation
- Stop fermentation early
- Pasteurise to prevent microbial contamination.
In this case, the cross-contamination occurred demonstrating an importance of sugar monitoring, as by measuring only Plato (or SG) initial differences were too small to provide information about cross-contamination with maltose-positive yeast that would lead to higher ABV content disqualifying it as a non-alcoholic beer.
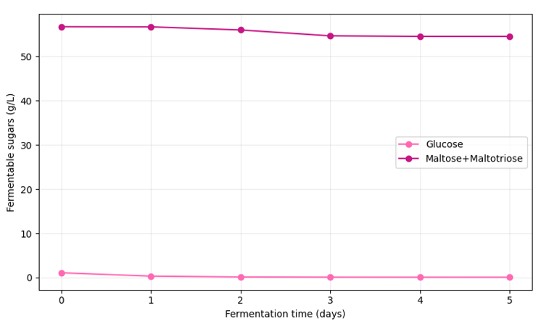
In this case, real-time sugar monitoring revealed early maltose uptake caused by cross-contamination during non-alcoholic fermentation. By detecting this shift before significant alcohol formation, the brewery was able to stop fermentation and pasteurise in time, keeping the beer within legal ABV limits. Technically, this demonstrates that glucose depletion marks the critical control point in maltose-negative fermentations.
From a business perspective, early detection prevented potential batch rejection, regulatory non-compliance, and brand damage. The case highlights how precise fermentable sugar profiling reduces production risk and enables reliable, scalable non-alcoholic beer manufacturing.
Measurements with Beer-o-Meter were critical because provided direct, real-time insight into glucose and maltose consumption, which standard gravity or ABV measurements cannot resolve at such low alcohol levels. By identifying the moment when maltose uptake began, the brewery detected cross-contamination before excessive ethanol was produced. This enabled timely intervention through fermentation stoppage and pasteurisation. Without detailed fermentable sugar profiling, the batch could have progressed unnoticed beyond regulatory limits, leading to product loss. Beer-o-Meter therefore functioned as an early warning system, safeguarding both product quality and commercial viability.